Xstrata Copper - Product Weighing Loading and Despatch
Xstrata Copper
Product Weighing Loading and Despatch
Copper Refineries Ltd (CRL), now owned by Xstrata, recently completed an expansion and upgrade of the tankhouse facilities at their Townsville plant in Australia.
The main objective of the project was to upgrade an existing product weighing, loading and despatch (PWLD) operation and to improve and raise the level of automation throughout the plant. The original weighing and despatch subsystem included an Allen-Bradley PLC-5/10, controlled by a Fortran program running in a DEC VAX computer. Due to the specialised nature of this code and its hardware interface, it was decided to upgrade this system and at the same time, provide a standardised approach for all the new equipment in the plant.
A main requirement of the new plant was to provide weighing, batch control and despatch information to the plant operators, and also to transfer this data to the Product Accounting System (PAS) and Freight Management System (FMS) computer programs at the MIM head office in Brisbane over 1,000kms away. CRL decided that the new PWLD system should conform with as many of the existing company IT and hardware standards as possible.
Solution
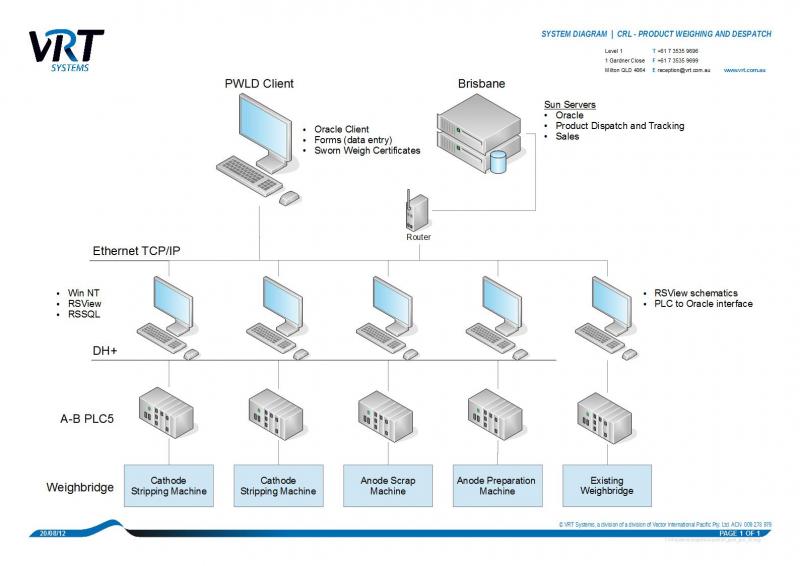
VRT, a Rockwell Automation Strategic Provider Partner, was chosen to determine a solution to suit these requirements. Brisbane-based VRT have many years of experience in providing solutions to address management's need to access plant-level data, and have programming skills at both the PLC and the Oracle database level. As both the PAS and FMS programs were Oracle-based applications, it was decided to use Oracle software to create the operator data interface. In line with the company's standards, Windows 95/NT computers and Allen-Bradley PLCs and software were to be used wherever possible. The layout of the PWLD system is shown in the images.
A DEC NT server running Oracle 8 Server was chosen as the master PWLD server and it was connected via a plant-wide Ethernet LAN to a client PC running Oracle Forms for the operator data entry and the printing of the Sworn Weigh Certificates for product despatch. Also linked to the LAN and situated on the plant floor were Rockwell Automation's RAC6180 industrial computers running Windows NT, RSSQL and RSView32. These provided local machine control and data collection redundancy at the plant floor.
To expand the plant operations, CRL installed two new Cathode Stripping Machines (CSM), one new Anode Scrap Machine (ASM), one new Anode Preparation Machine (APM) and two new automated cranes to service the tankhouse. Each new machine was controlled by an Allen-Bradley PLC 5/60 or 5/80 together with a local Panelview MMI as provided by the equipment manufacturer. All PLC's were interconnected via a plant-wide data highway, DH+ and ControlLogix Gateway (including the automated cranes). Each PLC provided the basic machine control logic together with the batch data control interface functions.
In order to provide a real time link between the plant floor data and the Oracle application software running in the PWLD server, Rockwell Software's RSSQL Version 2 was chosen. This software made the interconnection between the data in the Allen-Bradley PLCs and the Oracle database a reasonably straightforward exercise. Weighing and batch data was transferred from the PLC on each machine and collected by the RSSQL program on-board the machine's RAC6180 industrial computer. The RSSQL program also controlled the weighing and despatch cycle by setting/resetting certain batch control flags in the PLC. RSSQL Version 2 provided the ability to collect data from, as well as to write data to, a data source. The interface to the data source was controlled by RSLinx software which implemented the appropriate communications protocols. This allowed for great flexibility when transferring data from a wide range of data sources as RSLinx provides a wide range of possible communications options.
Another major feature of RSSQL Version 2 was the provision of a native Oracle interface, as well as the standard ODBC interface, as the data storage back end. The Oracle Forms software was able to control the batch control flags in the RSSQL program which in turn were used to control the batch cycle in the PLC.
A major feature of the overall design of the plant control was the provision for various levels of redundancy. Each machine can operate as an independent island of automation and process batch data to the Oracle database. If the LAN connection to the machine failed for any reason, then the machine PLC can store data for up to a shift and batch details can be entered locally via RSView 32 screens. When the LAN connection becomes re-established, the batch data is retrieved from the PLC and stored in Oracle automatically by RSSQL.
Because each machine PLC was connected via the Allen-Bradley DH+ data highway, and because of the modularity of the software, if a machine PC were to fail, then it would be possible to operate the machine from any other machine PC by simply re-allocating the RSSQL transactions. This level of redundancy and flexibility allowed for maximum plant productivity and minimum downtime.
At the Oracle server level, a backup PC was provided with Oracle replication duplicating the Oracle database. RAID 5 disks were also provided to realise a high degree of hardware redundancy.
The RSView32 MMI software was used to provide redundancy for the local machine data entry displays and, unlike most standard plant control applications, provided very little control functionality in the normal machine operations.
Vertical Integration Easy With Rockwell's RSSQL
This project exemplifies the changing face of plant automation - islands of automation with multiple levels of redundancy, all interconnected on a plant-wide network with standard software modules. The RSSQL and RSLinx software components provide a real-time data interface from the plant floor to the enterprise-standard Oracle database at the head office. This is a major advance in the quest for easy access to plant-floor data from the enterprise level.
Real-time relational-database collection from the plant floor has always been a difficult task because of the many interface levels and software programs usually encountered. The emergence of standards in both the IT and industrial worlds have made it possible to solve this task more effectively, and with the minimum of fuss, given the power of such interfacing software components now available.